acib leads the development of industrial biotechnology to find solutions for a bio-based circular economy and better health for all.
To achieve these key objectives in line with the EU Green Deal and Austria’s national strategies in the field of bioeconomy and RTI in general, acib focuses on four interlinked areas:
Disruptive Bioeconomy
In its strategic area, acib creates the basis for a disruptive bioeconomy along two main strategic high-risk thrusts that go beyond the state of research: CO2/H2-based bioeconomy and the supply of essential medicines through bioproduction in plant cells.
Topics & Contact:
Complete process technologies for large-scale production of food-and-feed products and biodegradable materials based on (waste) CO2 feedstock utilization by microbial gas fermentation
Light-driven conversion of CO2 for specific production purposes
Plant biotechnology for the future production of medicines
Revolutionized production of metabolites from medicinal plants (e.g. opiates for pain therapy)
The Renewable Resources Area is mainly dealing with the industrial sectors of food and animal feed as well as materials, both of which have to solve important issues relating to the circular economy and resource efficiency.
Topics & Contact:
Improved agricultural production systems by microbiome functions
Modular bioprocessing for (oligo)saccharide and C- and N-glycoside production
Meat aroma for alternative protein food ingredients
Novel functionalization of bio-based and biodegradable materials
Closing the recycling loop for textiles and bio-based plastics
The Sustainable Production Area exploits novel strategies in bioproduction with the overarching aim to increase sustainability. Specifically, Sustainable Production utilises next-generation microbial cell factories and advanced biocatalysis in technologically feasible and environmentally friendly processes, and addresses various aspects of eco-friendly biomanufacturing and green chemistry.
Topics & Contact:
Innovative multistep-enzymatic cascade reactions
Sustainable technologies for yeast-based recombinant protein production
Microbial biotechnology and Synthetic Biology of yeast, bacteria and filamentous fungi
Modular process development for peptides, aroma compounds, agrochemicals, components of energy storage
Use of climate friendly substrates and valorization of waste streams
The focus of the Health Biotechnology Area is on the development of production processes, the molecular characterization of novel biopharmaceutical products and the identification of new active pharmaceutical ingredients (API). In addition, the development of early diagnosis systems will enable a shift towards early prophylactic medical measures.
Diaper recycling – enzymatic circular solutions for hygiene waste
An innovative, decentralized system for the material recovery of used diapers from the healthcare and care sector. By applying enzymatic biotechnology and using fruit and vegetable waste as a resource, …
From bioreactor to biogas plant: The second life of an industrial yeast
What Saccharomyces cerevisiae is to bakers, Komagataella phaffii is to biotechnologists – an important tool for the production of key chemical compounds. A research team led by acib, with participation …
At acib, scientists develop antibody-based therapeutics for the treatment of Huntington’s disease, a fatal neurodegenerative disorder. Their lead candidates will play a pioneering role in systemic treatment, paving the way …
Our skin deserves natural, healthy, and high-quality products. A research project of the austrian centre of industrial biotechnology (acib) based in boku vienna, ifa-tulln, is developing a green and versatile …
Natural and healthy meat flavour to make meat alternatives delicious!
Providing healthy food for our future generations in a planet-friendly way. The acib – austrian centre of industrial biotechnology spin-off Yflavour’s mission is to make alternative protein products delicious and …
Chromatin as a critical impurity in virus purification
At acib, scientists investigated the benefits of implementation of salt-active nucleases in the purification of measles virus, a promsing canditate for cancer treatment and prevention of infectious diseases, ensuring a …
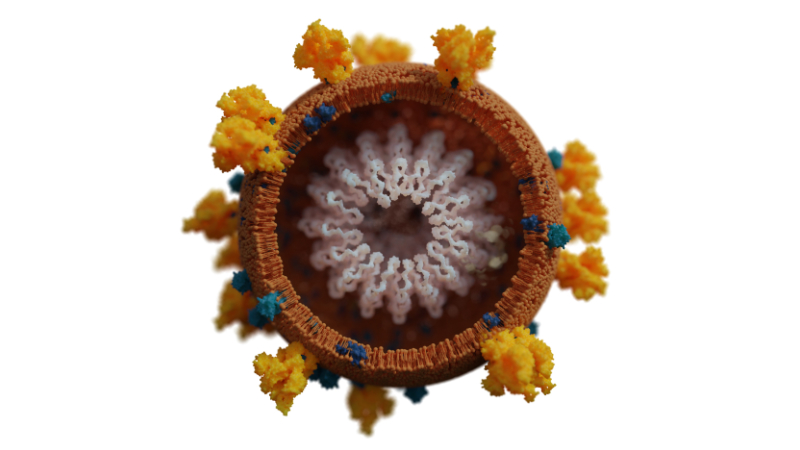
In an acib project, potential drugs are being tested for their effect against sars-cov-2 pathogens in cell culture experiments in a bsl-3 laboratory at med uni graz. The aim is …
Fermenting futures, an art project by internationally renowned artists anna dumitriu and alex may, combines bioart, digital technologies, sculpture and installation. …
Interested in joining the COMET network? Projects for and with company partners. We are looking for suitable project partners from industry to work on our key topics. Through the FFG COMET funding, company partners bear a total of only 50% of the project costs. Martin Trinker will be happy to advise you and to answer all of your questions.